![]()
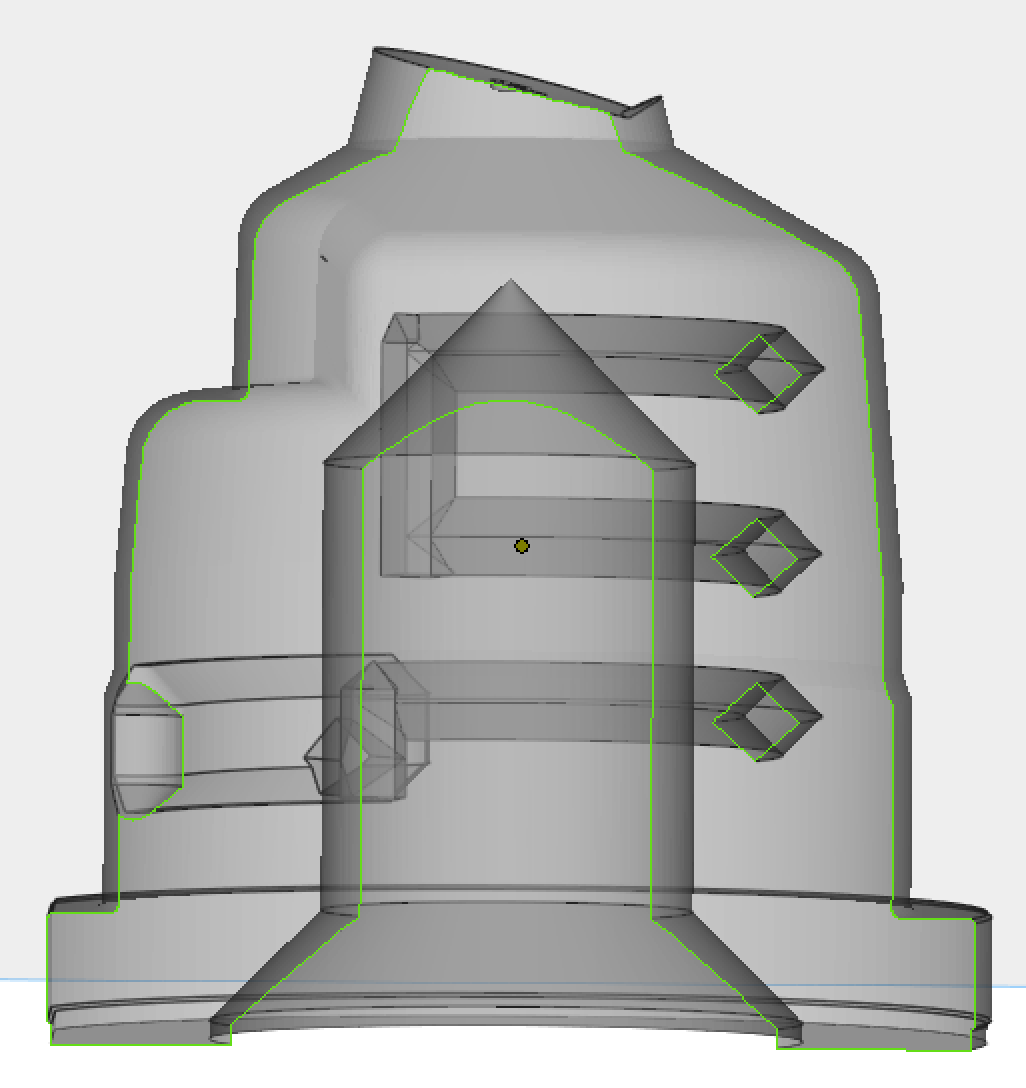
Gate Insert (Right)
This insert required a lot of water and cooling, but the space was so small that the only solution using traditional manufacturing was to insert a fragile piece of steel because the walls were so thin. Over the process of injection molding in a high-pressure, fast-moving system, the steel was cracking and required frequent replacement. This replacement required the line to be stopped frequently.
With metal 3d printing, it became possible to thicken the walls of the insert while ensuring it would fit in the same area, including conformal cooling channels. This solution made it possible to cool the insert more efficiently, but the inserts are no longer breaking and with multiple molds now in the facility, there has been a cycle time reduction of 10%.


Mold makers have taken an interest in additive manufacturing when considering their most intricate designs. By building a mold from the base up, the parts can include internal features such as conformal cooling channels. This change can lead to production processes being optimized for speed, price, as well as for material conservation.
Additive manufacturing allows for complex geometries that could never be achieved with traditional machining methods. Further than that, the design of the mold in CAD software can take place in the same room as the mold production, by the hands of the same operator and sometimes even within the same day.
As-printed parts have properties equivalent to those manufactured by conventional means with densities exceeding 99.5% of the theoretical density, +/- 0.2% dimensional tolerances, and fine surface finish. Achieving these densities allows for optimal hardness.